
آزمون پرتونگاری یکی از روشهای ارزیابی غیرمخرب ( NDE ) است. ما در این مقاله میخواهیم اصول تئوری و کاربردهای عملی تست پرتونگاری صنعتی را بیان کنیم.
در ادامه به راهبردهایی برای توسعه تکنیک های خاص و معیارهای پذیرش یک قطعه با توجه به کاربرد آن اشاره میکنید.
و همچنین به بررسی تصاویر پرتونگاری شده، عیوب مختلف برای نمایش میزان کارایی پرتونگاری میپردازیم.
آزمون پرتونگاری با منابع پرتو ایکس و گاما و برهم کنش آنها با ماده
آزمون پرتونگاری با پرتو ایکس
یکی از روشهای تست و آزمون پرتونگاری با کمک پرتو ایکس انجام می پذیرد.
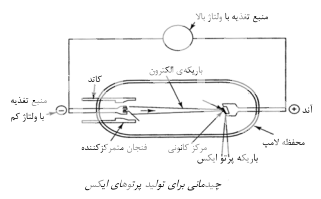
وقتی الکترونهای پرسرعت به هدف فلزی مستقر در یک محفظهی شیشهای تحت خلا بالا برخورد میکنند پرتو ایکس تولید می شود.
در داخل محفظه یک فیلامان فلزی قرار گرفته که توسط یک جریان چند امپری گرم میشود، تا الکترون را در سطحش تولید کند.
در قسمت دیگر محفظه شیشهای، یک هدف فلزی با عدد اتمی بالا، در جایی که الکترونهای پر سرعت به آن برخورد میکنند قرار گرفته است، برای شتاب دادن الکترونهای ولتاژ قوی چند هزار ولتی بین فيلامان (كاتد) و هدف فلزی (اند) اعمال میشود.
این چیدمان در شکل زیر نشان داده شده است:
تجهیزات پرتونگاری اشعه ایکس
تجهیزات تست پرتونگاری صنعتی در اشعه ایکس شامل موارد زیر است:
- لامپ پرتو ایکس
- مجموعه ای برای گرم کردن فيلامان لامپ برای تولید الکترونها
- مجموعه ای برای شتاب دادن الکترونها برای تولید انرژی برخوردی بالا
- تجهیزات برای یکسو کردن، تنظیم و اندازه گیری جریان و ولتاژ و ابزاری برای اندازه گیری میزان پرتوگیری اشعه ایکس
نکات انتخاب تجهیزات مناسب برای آزمون پرتونگاری
کاربردهای عملی پرتونگاری صنعتی سبب شده است که نکات زیر را قبل از انتخاب تجهیزات آزمون پرتونگاری در نظر بگیریم:
- میزان نفوذ باید کافی باشد تا برای بیشینه ی ضخامت جسمی که پرتوها به آن برخورد می کنند کافی باشد.
- زمان پرتوگیری باید کوتاه باشد تا از عهده حجم کار برآییم.
- چرخه کاری (که نشان دهنده میزان زمانی است که دستگاه می تواند به صورت پیوسته کار کند)، باید به اندازه کافی بزرگ باشد تا سرعتش را با سرعت تولید و بازرسی تنظیم کند.
- کیفیت تصویر باید به گونه ای باشد که همه ی عیوب کوچک مورد نظر صرف نظر از مکان آن در نمونه را آشکار کند.
- نقطه کانونی کوچکتر، کیفیت تصویر بهتری را میدهد.
- قابلیت مانور برای انتقال آسان و نصب
- قابلیت اعتماد به عملکرد دستگاه
تست پرتو گاما
پرتوهای گاما مشابه پرتوهای ایکس هستند، با این تفاوت که آنها به وسیلهی هسته اتم ساطع میشود پرتوهای گاما دربر گیرنده طول موجهای گسستهی بسیار کوچکتری از پرتوهای ایکس میباشند.
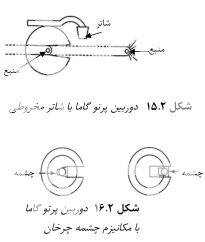
تجهیزات آزمون پرتونگاری در روش پرتو گاما شامل یک منبع ایزوتوپ مدادی شکل و محفظهای که منبع مدادی شکل را احاطه مینماید است.
در تست پرتونگاری گاما محفظه ی آن به گونه ای طراحی شده که جابجایی ایمن منبع و قابلیت حمل آسان آن تضمین شود.
منابع ایزوتوپ معمولا به شکل استوانه ای که قطر آن برابر با ارتفاع آن است، می باشد.
این منابع درون محفظه کپسولی شکل از جنس فولاد، آلومینیوم با آلیاژی از منگنز و آلومینیوم قرار دارند.
اندازهی منبع بین 0.4 تا 6 میلیمتر است.
اندازه ی اکثر منابع پرتو گاما برای پرتونگاری معمولی تقریبأ mm 3 *mm 3 می باشد.
این اندازه با فاصله ی کانونی مؤثر در لامپ پرتو ایک س قابل مقایسه است.
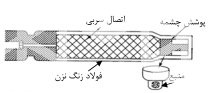
کپسول منبع محفظه مدادی شکل از جنس فولاد زنگ نزن قرار دارد.
منبع مدادی شکل در یک انتهای محفظه قرار گرفته و انتهای دیگر محفظه رزوه شده است تا با کمک یک میله هدایت کننده، منبع مدادی شکل را در محفظه مستقر نماید.
ویژگی های منیع مدادی شکل
ویژگی های منیع مدادی شکل به قرار زیر است:
- حداکثر 1 درصد تابش بتا می تواند از میان منبع مدادی شکل عبور نماید.
- جنس منبع مدادی شکل باید مقاوم به خوردگی بوده و نباید با منبع تابش واکنش شیمیایی دهد.
- منبع مدادی شکل باید بدون نشتی (پرتو) باشد.
- منیع مدادی شکل باید تا حد امکان کوچک باشد.
- همه ی منابع تابش باید مهر و موم شده باشند و به منظور شناسایی آسان علامت گذاری شوند.
محفظه ی پرتونگاری (دوربین) به صورتی طراحی شده است که وقتی از آن استفاده نمی شود، هیچ تابشی بیش از حد مجاز از آن تشت نکند.
دوربین معمولا از سرب یا اورانیوم رقیق شده ساخته شده است. اورانیوم رقیق شده دوربین را سبک تر می کند.
آزمون رادیو اکتیویته
تجزیه هسته های با عدد اتمی بالا در اثر نیروی دافعه کولمبی رادیو اکتیو نامید میشود.
عناصر رادیواکتیو به به دو دسته زیر تقسیم بندی میشود:
- عناصر رادیواکتیو طبیعی
- ایزوتروپ های رادیاکتیو مصنوعی
در ادامه به بررسی مفاهیم واپاشی رادیو اکتیو، واحد های تشعشع، اکتیویته ی مخصوص و ایزوتروپ های رادیو اکتیو برای پرتونگاری صنعتی و آزمون غیر مخرب پرداخته می شود.
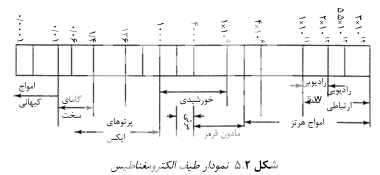
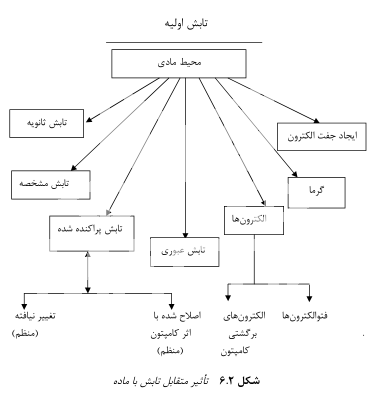
تابش های نفوذی مانند پرتو های ایکس ویرتوهای گاما که از یک محیط مادی می گذرند به شکلی پیچیده با ماده اندر کنش دارند.
اثر این فعل و انفعال، تضعیف تابش اولیه است.
تضعیف به دو روش جذب و پراکندگی اتفاق می افتد. شكل زیر این تأثیر مقابل پیچیده نشان میدهند.
پرتونگاری اساسا روشی برای تصویر نمودن یک شی سه بعدی بر روی صفحه، با استفاده از برخی از ویژگی های پرتوهای ایکس، گاما با تابش های نافذ دیگر است، ویژگی های مورد استفاده به قرار زیر است ؛
- انتشار خطی
- جذب افتراقی
- اثر فتوگرافی با فلورسنت
تصویر ایجاد شده از شی “عکس پرتونگاری” نامیده شده که در تست پرتونگاری بررسی و فرایند گرفتن تصویر و ارزیابی اجزای آن “پرتونگاری” نامیده می شود.
تجهیزات و ملزومات آزمون رادیواکتیویته
ملزومات اصلی برای تولید یک عکس پرتونگاری به قرار زیر است:
- منبع تابش
- شیء آزمون
- وسيله ثبت کننده
- مواد شیمیایی
این بخش روش پرتونگاری با استفاده از پرتوهای ایکس و پرتوهای گاما به عنوان منابع تابش و فیلم به عنوان وسیله ثبت کننده مورد بررسی قرار می گیرد.
مراحل پرتونگاری رادیو اکتیویته
صرف نظر از نوع قطعه با چیدمان مورد نظر برای پرتونگاری، مراحل زیر در طی پرتونگاری دنبال می شود:
- آماده سازی سطح
- انتخاب متبع تابش با توجه به چگالي و ضخامت شیء
- بهینه سازی پارامترهای پرتو گیری و استفاده از نمودارهای پرتوگیری
- انتخاب و ظهور فیلم
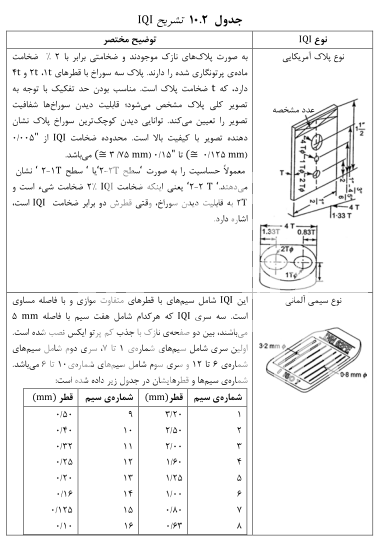
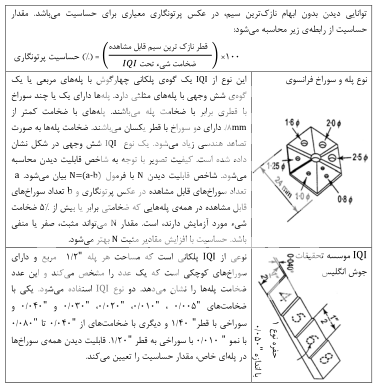
- اطمینان از حساسیت مناسب پرتونگاری با استفاده از شاخص های کیفیت تصوير ( IQI )
- کاهش عدم وضوح تصویر تا حد امکان
بررسی عیوب جوشکاری در آزمون پرتونگاری
تخلخل؛ عیوب ریختگی در بخش قبل را مشاهده کنید.
آخال سرباره و خطوط سرباره در عکس پرتونگاری به صورت اشکال نامنظم تیره ظاهر می شوند.
ممکن است این عیب به صورت مجزا، خوشه ای با با توزیع پراکنده باشد.
یک خط سرباره مانند یک سایه ی پیوسته بیا منقطع تیره، در امتداد لبه های جوش دیده میشود.
آخال های سرباره ناشی از به دام افتادن مواد خارجی در حفره ها در زمان جوشکاری است.
نفوذ ناقص بر روی عکس پرتونگاری به صورت خطوط تیره ی پیوسته با منقطع، عموما با پهنای یکسان که در وسط جوش واقع شده، ظاهر می شود.
نفوذ ناقص به دلیل پر نشدن ریشه جوش به وسیله فلز جوش است.
ذوب ناقص بر روی عکس پرتونگاری به صورت خط تیره و ضخیم ظاهر می شود.
همچنین بسته به جهت گیری عیب نسبت به باریک هی تابش، ذوب ناقص ممکن است به صورت پخش شده با موجی شکل، ظاهر شود.
این عیب به دلیل عدم امتزاج فلز جوش با فلز پایه یا فلز جوشی که قبلا بر روی فلز پایه قرار گرفته است، ایجاد میشود.
در موارد ذوب ناقص دیواره ها، تصویر آزمون پرتونگاری به صورت نواحی تاریک و مستقیم موازی با بستر جوش میباشد.
.
ترک ها بر روی عکس پرتونگاری به صورت خطوط تیره ی تیز، مستقیم با دندانهای ظاهر میشوند.
ترکها ممکن است در جهات طولی یا عرضی ظاهر شوند.
ترک ها ممکن است در منطقه جوشکاری شده یا در مناطق حرارت دیده به وجود آیند.
این پدیده به دلیل گسیختگی فلز جوش در اثر انقباض در حین انجماد یا به دلیل شکست فلز جوش هنگام سرد شدن و در نتیجه تنش های غیریکنواخت و همچنین حمل و نقل نامناسب، رخ می دهد.
سوختگی لبه جوش بر روی عکس تست پرتونگاری به صورت خطوط تیره با عرض متغیر در طول لبه ی جوش ظاهر میشود.
این عیب به دلیل تشکیل شیار با مجرا در سطح فلز پایه در بستر جوش در دمای بالا ایجاد میشود.
سوختگی داخلی بر روی عکس پرتونگاری به صورت ناحیه ی تاریک گرد با کشیده با یک حلقه ی روشن تر در اطراف آن، دیده میشود.
این عیب به دلیل ذوب فلز ریشه ی جوش با صفحه پشتیبان ایجاد میشود.
قندیل ها در عکس پرتونگاری به صورت قسمت های گرد، مجزا و سفید، بعضا با نقطه ی تیره کوچک در مرکز آن ظاهر میشود.
این عیب به دلیل چکه کردن مذاب فلز جوش، که تا پشت ریشه ی جوش امتداد یافته است، ایجاد میشود.
أخال های تنگستن بر روی عکس پرتونگاری صنعتی به شکل نواحی سفید مدور با نامنظم، به صورت منفرد و خوشه ای پدیدار میشوند.
این عیب به دلیل حبس شدن ذرات تنگستن در فلز جوش ایجاد میشود.
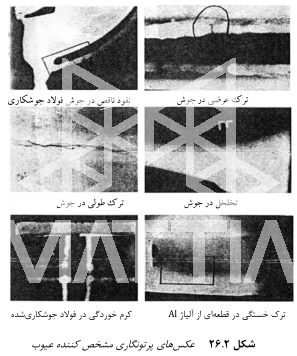
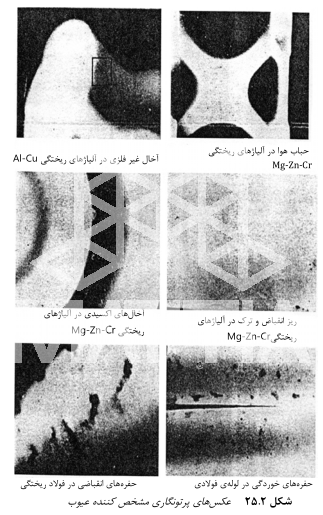
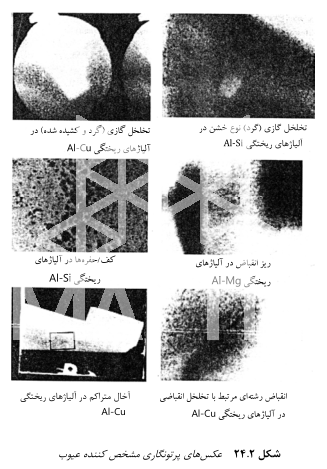
این ذرات، تکه های شکسته شده از الکترود تنگستن می باشند شکل های ۲۴.۲ تا ۲۶.۲ برخی از عکس های پرتونگاری عیوب ریختگی و جوشکاری را نشان میدهند:
عکس های نامرغوب – علل و نحوه ی تصحیح در آزمون پرتونگاری
فاکتورهای تأثیرگذار بر کیفیت عکس های پرتونگاری صنعتی به قرار است:
- پرتودهی صحیح
- جابجایی صحیح فیلم در طی پرتودهی ، قبل و بعد از پرتودهی، ظهور و خشک کردن
اهمال در هر یک از موارد فوق، تصاویر پرتونگاری نامطلوب را ایجاد می نماید.
عکس های پرتونگاری نامطلوب می تواند ناشی از نگهداری نامناسب فیلم های پرتو ایکس و صفحه ها باشد.
جابجایی، ظهور و نگهداری نادرست فیلم ها، علائم ناخواسته ای را در عکس های پرتونگاری ایجاد می کند که عیوب مصنوعی نامیده می شوند.
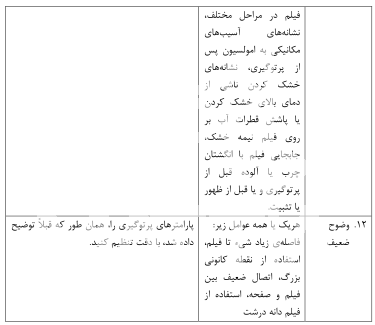
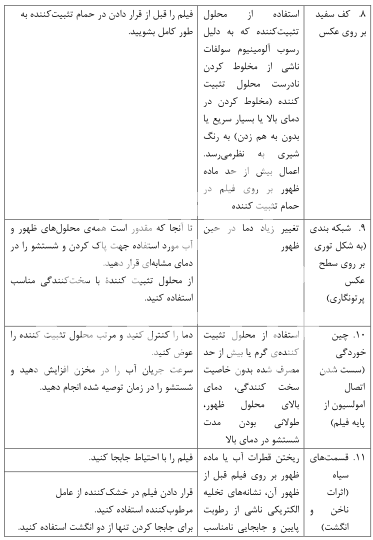
چنانکه به صورت مورب به سطح عکس پرتونگاری در نور بازتابیده نگاه کنید، این عیوب را می توانید تشخیص دهید جدول 12.2 متداولترین عیوب نامطلوب،دلایل ایجاد و روش های رفع ان را نشان میدهد:
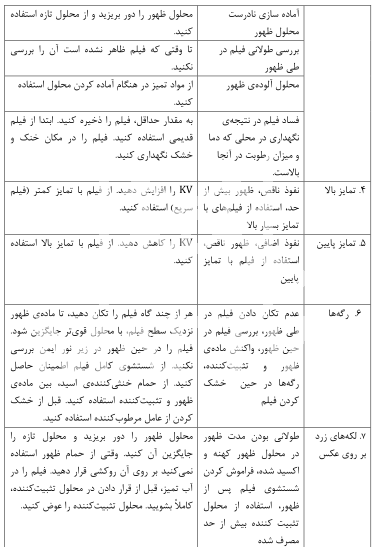

Write a Comment